锯床、带锯床、数控锯床在运用过程中,如何延长它们的运用寿命进步作业效率,今天就带您理解一下:
1 锯床和锯条的选购。无论是在用料还是在后期的运用细节方面都会起到很好的指导作用。并且还要正确的依据切割资料的材质选择适宜的锯条宽度以及齿形和齿距,所以我们在选购的时分要选用高质量的锯床而不是价钱低的锯床。
2.正确合理的对新购置的锯条停止磨合,正确的操作办法可以有效的延长带锯条的运用寿命。“磨合”是经过锯齿的自然磨损,除去齿刃毛刺以后,使带锯条进入正常的锯削状态之中,防止过早的惹起锯齿的崩刃和卷刃,特别是截面变化急剧的型材、管材以及异型的资料。
3.严厉依照锯切厂家提供的不同材质时锯切的参数来停止锯切,其中主要包括带线速度、进给量、锯带张力等。资料锯切时理想的切削应该呈紧卷、银色和具有温热的手感,假如呈现烧结、棕蓝色、肥厚或粉状等切削,就要对有关参数停止调整,正确的运用切削液以及混合物能够光滑和冷却带锯条,并及时清洗掉锯齿上的附加物。
4、关于锯床操作者的培训是很重要的,只要细致理解锯床的各种性能,才可以更好的操作带锯床,正确的操作和调整锯床是保证带锯条运用寿命最重要的要素。
5.要增强设备的日常维护,经过不完好数据统计,在锯床的颐养方面国内的总体注重率不到30%,这也是招致锯床工作效率降落的一个重要的缘由,所以我们要做到定期对锯床的油品及磨损件停止定期的改换。
锯床、带锯床、数控锯床在运用过程中,如何延长它们的运用寿命进步作业效率,今天就带您理解一下:
1 锯床和锯条的选购。无论是在用料还是在后期的运用细节方面都会起到很好的指导作用。并且还要正确的依据切割资料的材质选择适宜的锯条宽度以及齿形和齿距,所以我们在选购的时分要选用高质量的锯床而不是价钱低的锯床。
2.正确合理的对新购置的锯条停止磨合,正确的操作办法可以有效的延长带锯条的运用寿命。“磨合”是经过锯齿的自然磨损,除去齿刃毛刺以后,使带锯条进入正常的锯削状态之中,防止过早的惹起锯齿的崩刃和卷刃,特别是截面变化急剧的型材、管材以及异型的资料。
3.严厉依照锯切厂家提供的不同材质时锯切的参数来停止锯切,其中主要包括带线速度、进给量、锯带张力等。资料锯切时理想的切削应该呈紧卷、银色和具有温热的手感,假如呈现烧结、棕蓝色、肥厚或粉状等切削,就要对有关参数停止调整,正确的运用切削液以及混合物能够光滑和冷却带锯条,并及时清洗掉锯齿上的附加物。
4、关于锯床操作者的培训是很重要的,只要细致理解锯床的各种性能,才可以更好的操作带锯床,正确的操作和调整锯床是保证带锯条运用寿命最重要的要素。
5.要增强设备的日常维护,经过不完好数据统计,在锯床的颐养方面国内的总体注重率不到30%,这也是招致锯床工作效率降落的一个重要的缘由,所以我们要做到定期对锯床的油品及磨损件停止定期的改换。
锯床、带锯床、数控锯床在运用过程中,如何延长它们的运用寿命进步作业效率,今天就带您理解一下:
1 锯床和锯条的选购。无论是在用料还是在后期的运用细节方面都会起到很好的指导作用。并且还要正确的依据切割资料的材质选择适宜的锯条宽度以及齿形和齿距,所以我们在选购的时分要选用高质量的锯床而不是价钱低的锯床。
2.正确合理的对新购置的锯条停止磨合,正确的操作办法可以有效的延长带锯条的运用寿命。“磨合”是经过锯齿的自然磨损,除去齿刃毛刺以后,使带锯条进入正常的锯削状态之中,防止过早的惹起锯齿的崩刃和卷刃,特别是截面变化急剧的型材、管材以及异型的资料。
3.严厉依照锯切厂家提供的不同材质时锯切的参数来停止锯切,其中主要包括带线速度、进给量、锯带张力等。资料锯切时理想的切削应该呈紧卷、银色和具有温热的手感,假如呈现烧结、棕蓝色、肥厚或粉状等切削,就要对有关参数停止调整,正确的运用切削液以及混合物能够光滑和冷却带锯条,并及时清洗掉锯齿上的附加物。
4、关于锯床操作者的培训是很重要的,只要细致理解锯床的各种性能,才可以更好的操作带锯床,正确的操作和调整锯床是保证带锯条运用寿命最重要的要素。
5.要增强设备的日常维护,经过不完好数据统计,在锯床的颐养方面国内的总体注重率不到30%,这也是招致锯床工作效率降落的一个重要的缘由,所以我们要做到定期对锯床的油品及磨损件停止定期的改换。
锯床、带锯床、数控锯床在运用过程中,如何延长它们的运用寿命进步作业效率,今天就带您理解一下:
1 锯床和锯条的选购。无论是在用料还是在后期的运用细节方面都会起到很好的指导作用。并且还要正确的依据切割资料的材质选择适宜的锯条宽度以及齿形和齿距,所以我们在选购的时分要选用高质量的锯床而不是价钱低的锯床。
2.正确合理的对新购置的锯条停止磨合,正确的操作办法可以有效的延长带锯条的运用寿命。“磨合”是经过锯齿的自然磨损,除去齿刃毛刺以后,使带锯条进入正常的锯削状态之中,防止过早的惹起锯齿的崩刃和卷刃,特别是截面变化急剧的型材、管材以及异型的资料。
3.严厉依照锯切厂家提供的不同材质时锯切的参数来停止锯切,其中主要包括带线速度、进给量、锯带张力等。资料锯切时理想的切削应该呈紧卷、银色和具有温热的手感,假如呈现烧结、棕蓝色、肥厚或粉状等切削,就要对有关参数停止调整,正确的运用切削液以及混合物能够光滑和冷却带锯条,并及时清洗掉锯齿上的附加物。
4、关于锯床操作者的培训是很重要的,只要细致理解锯床的各种性能,才可以更好的操作带锯床,正确的操作和调整锯床是保证带锯条运用寿命最重要的要素。
5.要增强设备的日常维护,经过不完好数据统计,在锯床的颐养方面国内的总体注重率不到30%,这也是招致锯床工作效率降落的一个重要的缘由,所以我们要做到定期对锯床的油品及磨损件停止定期的改换。
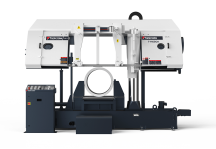
因为数控锯床锯条方位是固定的,而锯切资料的方位是不同的,因而必须将工件送到锯切方位处,一般锯床的送料方法有三种:
一、人工送料:经过人工使用手动送料架将资料送到锯切方位,手动或使用锯床定尺丈量需锯切的尺寸,这种方法合适于小标准资料。
二、机械传动送料:经过电机、减速机,链轮、链条带动送料辊旋转,操作送料、退料按钮将工件送到双金属带锯条锯切方位。这种方法适用于大标准棒料或板材,精度要求不高,不需要大批量出产的资料。
三、主动送料:数控锯床一般选用主动送料,经过液压油缸夹紧、使用光栅尺长度丈量设备或步进(伺服)电机驱动丝杆、齿轮齿条的送料方法,能够主动丈量送料长度和计算送料次数,当到达设定的锯切次数时,锯床主动停机。主动送料方法合适大批量出产,具有速度快,锯切长度安稳,一人可操作多台锯床等长处。

 全国服务热线
全国服务热线






 淘宝旺旺
淘宝旺旺
